
Effettuiamo diversi tipi di saldature su lamiere di ogni tipo: acciaio, alluminio. Svolgiamo molte differenti lavorazioni della lamiera per produrre componenti o prodotti destinati a tutti i settori industriali. Ci occupiamo di carpenteria metallica leggera di precisione in acciaio.
La saldatura è solo una delle possibili lavorazioni che svolgiamo. Progettiamo e produciamo componenti da assemblare o prodotti finiti in acciaio o elementi da integrare successivamente con altri materiali. Collaboriamo con la tua azienda per ideare, progettare, sviluppare e produrre prodotti che prevedano la lavorazione di lamiera.
CONTATTACI PER UN PREVENTIVO
Se devi produrre un prodotto o una componente in acciaio / lamiera / alluminio che preveda lavorazioni di saldatura, contattaci per il tuo progetto. Saremo il tuo partner nella realizzazione di carpenteria metallica leggera di precisione. Illustraci il tuo progetto e chiedi un preventivo gratuito. Da oltre 50 anni a Sovico (Monza e Brianza) lavoriamo metalli in lastra, ferrosi e non ferrosi, per ogni tipo di azienda in ogni settore industriale.
Saldature su acciaio e altri metalli
La saldatura è un processo estremamente importante per ottenere un prodotto finito di alta qualità che mantenga in pieno le caratteristiche desiderate. In Mobilferro svolgiamo saldature da +50 anni, conosciamo bene l’importanza di una saldatura perfetta, disponiamo di macchine e attrezzature moderne e di personale qualificato.
La saldatura è un processo concettualmente molto semplice: è un procedimento di giunzione che consiste nell’assemblare pezzi metallici, con o senza metallo d’apporto, mediante la fusione graduale del metallo di base.
Nel corso degli anni, sono state create tecniche sempre più raffinate e utilizzate tecnologie sofisticate che hanno portato la saldatura all’attuale livello molto elevato di prestazioni e sicurezza. Siamo specializzati in 4 tipologie di saldatura:
- Saldatura manuale MIG /MAG
- Saldatura manuale TIG
- Saldatura ossiacetilenica
- Saldatura elettrica per resistenza a pressione / elettropuntatura
Poniamo grande attenzione a realizzare saldature perfette prive di imperfezioni; leggi nel dettaglio come svolgiamo le saldature:
- Utilizzo dei gas nelle saldature
- Controllo delle deformazioni della saldatura
- Metodi per controllare la deformazione dell’acciaio in saldatura
- Pulizia post-saldatura
Saldatura MIG / MAG
La saldatura MIG / MAG è un procedimento di saldatura ad arco elettrico che utilizza un filo fusibile come polo positivo (anodo) e di un polo negativo (catodo) costituito dal pezzo da sottoporre a saldatura. A seconda del gas utilizzato (inerte o attivo) questa tipologia di saldatura è denominata MIG o MAG:
MIG (metal inert gas): utilizza gas inerte, è un procedimento adatto per leghe leggere come quelle di nichel e di rame e può essere utilizzato anche per acciai debolmente legati.
MAG (metal active gas): utilizza gas attivo, è un procedimento riservato ad acciai non legati o debolmente legati. Gli elementi ossidanti della miscela gassosa vengono dosati per stabilizzare l’arco ma anche per intervenire sulla forma della zona fusa e sulle caratteristiche meccaniche della saldatura finale.

Quali caratteristiche ha la saldatura MIG/MAG
La saldatura MIG/MAG gode di alcuni vantaggi:
- facilità di esecuzione della saldatura in tutte le posizioni
- è un sistema di saldatura utilizzato diffusamente, di conseguenza è semplice trovare specialisti saldatori con esperienza
- è un sistema di saldatura rapido che consente elevata produttività
- la saldatura può essere effettuata sia manualmente, sia tramite un robot automatico
Materiali interessati per la saldatura MIG/MAG:
Le lavorazioni di saldatura MIG/MAG sono particolarmente indicate per questi metalli:
- leghe leggere o di rame
- acciai inossidabili
- acciai non legati o debolmente legati
Settori di utilizzo per la saldatura MIG/MAG
Le saldature MIG/MAG sono ideali per lavorazioni di componenti di questi settori produttivi:
- produzione navale, ferroviaria, automobilistica
- mobili metallici
- carpenteria metallica
Saldatura TIG (Tungsten Inert Gas) di lamiere e acciaio

La saldatura TIG è un procedimento di saldatura in cui l’arco elettrico scocca tra un elettrodo infusibile in tungsteno, che svolge il ruolo di catodo (polo negativo), e il pezzo che è protetto da un flusso gassoso non ossidante, che svolge il ruolo di anodo (polo positivo).
Quali caratteristiche ha la saldatura TIG
Rispetto alle altre tipologie di saldatura, la saldatura TIG gode di alcuni vantaggi:
- elevata qualità metallurgica
- saldature pulite e di bell’aspetto
- la saldatura può essere effettuata sia manualmente, sia tramite un robot automatico
Materiali interessati per la saldatura TIG
Le lavorazioni di saldatura TIG sono particolarmente indicate per questi metalli:
- acciai non legati o debolmente legati
- leghe leggere o di rame
- leghe speciali (nichel, titanio)
Settori di Utilizzo per la saldatura TIG
Le saldature TIG sono ideali per lavorazioni di componenti dei seguenti settori produttivi:
- industria chimica, alimentare, aeronautica, aerospaziale
- lavorazioni di precisione
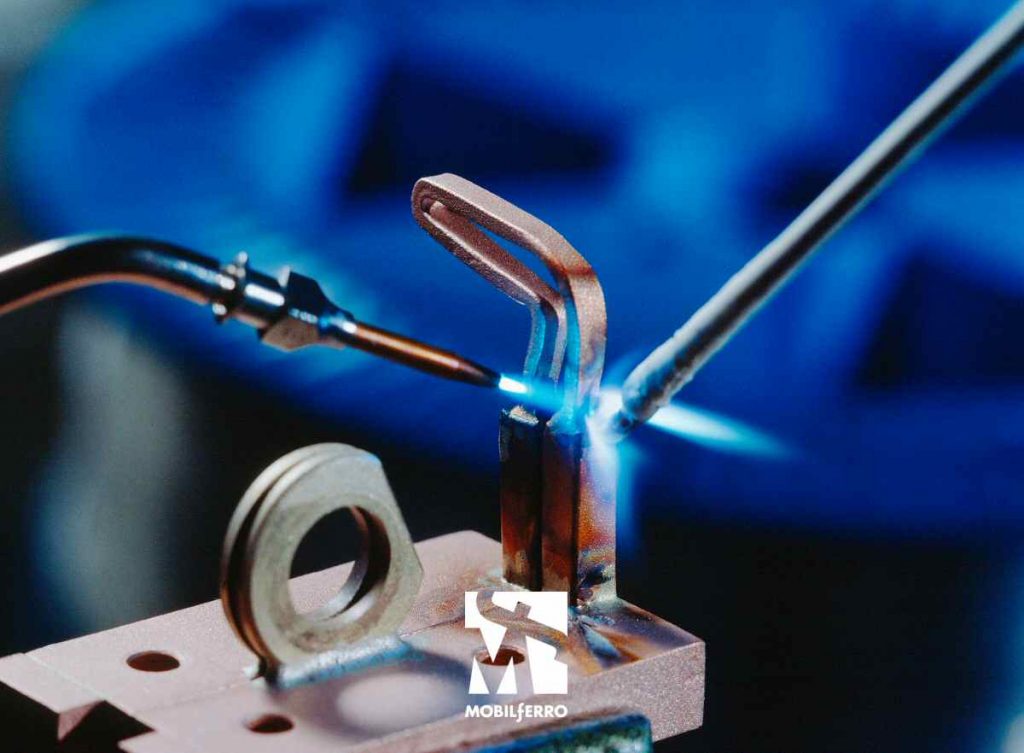
Saldatura ossiacetilenica
La saldatura ossiacetilenica è un tipo di saldatura generata dalla combustione di acetilene in ambiente fortemente ricco di ossigeno. Date le caratteristiche della saldatura, non tutti i materiali sono saldabili con questa tecnologia. La saldatura vera e propria viene operata da una fiamma di acetilene in ossigeno puro.
Questo tipo di saldatura richiede una notevole esperienza. Chi opera la saldatura deve continuamente regolare la fiamma in modo tale da mantenere corrette le misure di acetilene e ossigeno. Qualora queste misure non siano corrette, la saldatura potrebbe risultare difettosa e presentare inclusioni di ossidi o incollature.
Materiali idonei alla saldatura ossiacetilenica
I materiali che possiamo lavorare con saldatura ossiacetilenica sono:
- acciai al carbonio
- ghise malleabili
- acciai inossidabili al cromo-nichel e acciai al cromo
- alluminio e relative leghe
Ottenere una perfetta saldatura ossiacetilenica
Poniamo massima attenzione al controllo finale di ogni saldatura. In particolare, controlliamo che non vi sia traccia dei principali difetti di saldatura:
- mancanze di penetrazione
- incollature (formazione di ossidi del cordone di saldatura, rilevabili solo con controlli volumetrici)
- inclusioni di ossidi
- denaturazione del metallo
- profili del cordone errati (eccesso di sovraspessore, mancanza di spessore, incisioni marginali)
Saldatura elettrica a resistenza a pressione
La saldatura elettrica per resistenza a pressione (o a elettropuntatura, o a resistenza a sovrapposizione, o resistenza a punto) è una giunzione intima che unisce energia termica e meccanica. L’energia termica viene prodotta direttamente da energia elettrica scaricata da due elettrodi. La corrente di saldatura fluisce direttamente attraverso la zona di saldatura, producendo calore per effetto della resistenza elettrica.
L’energia meccanica è fornita dalla pressione operata dagli elettrodi stessi sui pezzi da saldare.
Nella saldatura a resistenza a pressione le singole componenti in forma di lamiere, profili, nastri, pezzi tranciati, fili o trecciole vengono disposte tra gli elettrodi relativamente appuntiti. La grandezza della zona saldata, ossia la dimensione della lente di saldatura, dipende dallo spessore dei particolari e dalla superficie di contatto degli elettrodi.
Per evitare un’indesiderata deformazione della superficie esterna dei pezzi in lavorazione, l’elettrodo deve avere una superficie di contatto opportunamente grande, compatibilmente con le necessità del processo; per aumentare la superficie di pressione e prevenire deformazioni indesiderate, spesso vengono impiegate teste multiple.
L’unione delle azioni termiche e meccaniche sui pezzi produce l’effetto desiderato di saldatura.

Come ottenere perfette saldature in acciaio
In Mobilferro puntiamo ad una produzione di componenti virtualmente prive di difetti. Le lavorazioni di saldatura sono particolarmente complesse da realizzare e controllare. In ogni singola componente da saldare mettiamo grande attenzione e esperienza.
UTILIZZO DEI GAS NELLE SALDATURE
La tipologia e qualità dei gas protettivi utilizzati nelle lavorazioni di saldatura dell’acciaio (argon, Co2 etc.) è molto importante in quanto i gas influiscono in modi diversi sul processo di saldatura, ottimizzandone lo svolgimento e i risultati. Scegliere un tipo di gas o una miscela di gas in funzione del processo di saldatura è fondamentale per ottenere saldature prive di ogni difetto.
I principali fattori da tenere presente per la scelta dei gas per la saldatura sono le caratteristiche fisiche, termiche e chimiche dei gas:
Caratteristiche fisiche dei gas: bagnatura, profondità, forma di penetrazione del gas sono molto importanti per il trasferimento del materiale fuso, così come la velocità di saldatura ed al comportamento dell’innesco.
Conducibilità termica dei gas: influisce sulla formazione del cordone di saldatura, su temperatura e velocità della saldatura.
Caratteristiche chimiche dei gas: influiscono sul comportamento metallurgico e sulla superficie del cordone di saldatura.
CONTROLLO DELLE DEFORMAZIONI DELLA SALDATURA
Le deformazioni della lamiera sottoposta a un processo di saldatura costituiscono una problematica costante e inevitabile, tanto che il controllo della deformazione è un aspetto fondamentale per ottenere una saldatura perfetta.
Quando un metallo viene sottoposto a saldatura, inevitabilmente si scalda e di conseguenza si espande; viceversa, quando un metallo viene raffreddato si contrae. Se si vincola un metallo in espansione o in contrazione, il metallo stesso cambia forma e subisce una deformazione causata dalle tensioni residue al proprio interno.
Il controllo della deformazione è quindi essenziale affinché le saldature risultino perfette. Per controllare le deformazioni da saldatura occorre considerare diversi fattori:
- il grado di vincolo del pezzo considerato
- il tempo necessario per effettuare la saldatura
- la geometria del giunto
- la velocità di saldatura

METODI PER CONTROLLARE LA DEFORMAZIONE DELL’ACCIAIO IN SALDATURA
Quali metodi ci possono essere per controllare la deformazione di una lamiera sottoposta a saldatura? Ecco i principali metodi che applichiamo per ottenere una saldatura perfetta dell’acciaio:
Martellatura: consiste nel controllo della deformazione del metallo tramite colpi di martello a caldo, comunque da eseguire dopo la saldatura.
Sequenza della saldatura: un’adeguata sequenza di saldatura può essere impiegata come metodo di controllo delle deformazioni. Il procedimento sfrutta gli sforzi di ritiro per controbilanciare altri sforzi, presenti in un giunto con più saldature. In caso di presenza di più saldature, gli sforzi di ritiro di una saldatura interagiranno con quelli della saldatura eseguita precedentemente.
Adozione di particolari tecniche di saldatura: l’uso di particolari tecniche di saldatura consente un miglior controllo delle deformazioni per le prestazioni meccaniche e per aumentare la resistenza del giunto all’azione della corrosione. L’utilizzo di una tecnica poco invasiva e ben calibrata consentirà di ottenere ottimi risultati.
PULIZIA POST-SALDATURA
Successivamente all’operazione di saldatura dell’acciaio, è necessario svolgere specifiche azioni di pulizia dei pezzi saldati. Spesso la pulizia post-saldatura non trova la giusta attenzione, in alcuni casi viene praticata con molta leggerezza, generando imperfezioni nei pezzi saldati.
Quali azioni di pulizia post-saldatura operiamo?
Pulizia del “cordone” di saldatura: La rimozione dell’ossido di saldatura residuo è molto importante. Se l’ossido residuo non viene rimosso adeguatamente, questo favorisce l’insorgenza di interstizi dove potrebbero immettersi degli agenti aggressivi, che sfrutterebbero condizioni a loro favorevoli, come il ristagno e l’assenza di ossigenazione.
Contaminazione ferrosa: In caso di presenza di contaminazione ferrosa, è necessario procedere alla pulizia. Anzitutto, è consigliabile preventivamente utilizzare utensili che in nessun modo possano trasferire particelle di ferro sull’acciaio inox; è infatti buona pratica utilizzare strumenti in acciaio inox o costituiti da materiale inerte. Nel caso si rilevi comunque una contaminazione ferrosa, i pezzi vanno puliti con paste apposite. Se questa fase di pulitura avvenisse con liquidi o con paste passivanti / decapanti, è necessario accertarsi che le sostanze pulenti siano totalmente rimosse con risciacqui abbondanti ed evitare che eventuali residui siano causa di corrosione.
Nel caso di presenza di contaminazione ferrosa in strutture con saldature complesse, è bene accertarsi che l’acqua di risciacquo non vada a ricadere e ristagnare sulle altri parti delle componenti saldate, per evitare che nel tempo si possano verificare problemi di corrosione.
Decapaggio: successivamente alla saldatura di componenti in acciaio svolgiamo comunque un’operazione di decapaggio sull’intero pezzo saldato. Anche se normalmente è necessario effettuare decapaggio solo sulle saldature, preferiamo operare decapaggio comunque su tutto il manufatto.
Contattaci per un preventivo per saldatura acciaio
Possiamo essere il tuo partner nella realizzazione di carpenteria metallica leggera di precisione. Illustraci il tuo progetto e chiedi un preventivo gratuito. Da oltre 50 anni a Sovico (Monza e Brianza) lavoriamo metalli in lastra, ferrosi e non ferrosi, per ogni tipo di azienda in ogni settore industriale.












